


Метчик представляет собой резак для нарезки резьбы внутри отверстия. Они выполнены в виде твердосплавного винта, в котором резьба нарезается при помощи наружной винтовой канавки, прорезающей в отверстиях заготовок из обычной стали и цветных сплавов такую же.











Что это такое?
Метчик для нарезки резьбы хвостовиком закрепляется в вороток, вращаемый вручную. В станках роль воротка выполняет зажимной патрон, приводимый во вращение с помощью привода. Это позволяет повысить нарезание резьбы в десятки раз, обслуживая при этом не одну, а несколько заготовок сразу. Рабочая зона инструмента обладает режущей и подстраивающейся частями. Профиль винтовой канавки на метчике в точности повторяет параметры нарезаемой канавки.


Чтобы нарезать резьбу в твердосплавных и деталях из твёрдых пород дерева, особо твёрдом композите, применяют три инструмента, каждый из которых рассчитан на черновую, получистовую или чистовую работу. Отличие этих трёх инструментов – по классу точности винтовой канавки. Чем более вязким является сплав, тем больше метчиков применяют: чрезмерные вязкость и упругость создают дополнительное трение, приводящее к более заметному перегреву инструмента. Нарезка, к примеру, стали 3 ограничивается в основном использованием не более двух резаков.

Нарезание резьбы в глухих и сквозных отверстиях значительно различается по исполнению. По области применения различают также резаки для сверлильных станков и для ручного нарезания резьбовой канавки. От ручного резака механизированный отличается очертаниями заходной зоны.
Машинные метчики фиксируют аналогично сверлу – они не имеют формы хвостовика, предназначенной для воротка.


Виды
Чтобы нарезать резьбу методом пластической деформации, используют резаки, не образующие стружку в процессе работы. Главной их особенностью является отсутствие канала для вывода стружки. Гаечные резаки применяются для нарезания канавки в гайках. Они отличаются удлинённым хвостовиком и такой же заходной частью. Использование чистового резака вместо чернового также не допускается.
По назначению
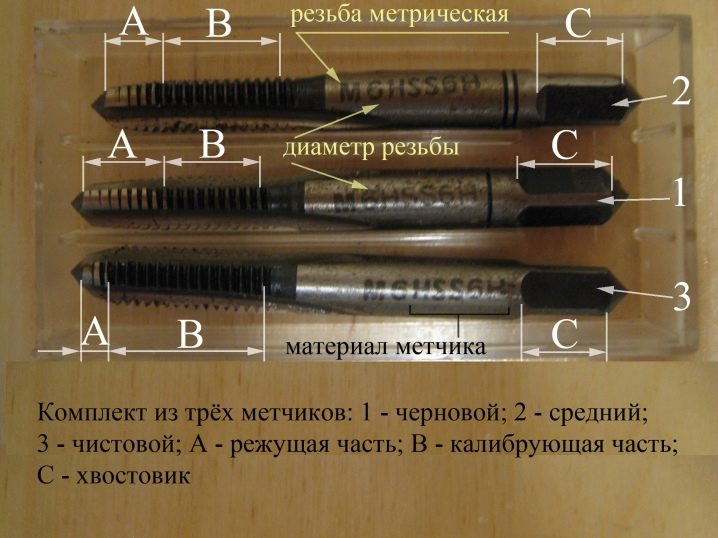
Ручные резаки используются для формирования резьбы на деталях, применяемых в мелкосерийном производстве. Закрепление хвостовика в воротке осуществляется при помощи крепления под квадрат. Черновой, получистовой и чистовой резаки пронумерованы значениями 1, 2 и 3 соответственно.


Машинно-ручные представляют собой гибрид, применяются они на фрезерных и сверлильных станках для небольшой мастерской. Их отличает укороченная заходная часть, благодаря чему инструмент не сломается при заметно больших нагрузках.

Гаечные резаки обладают особым построением, отчего гайки не свинчиваются с них, а проходят в сторону длинного хвостовика. Когда гаек наберётся достаточно много, и они заполнят всю свободную от режущей кромки изделия зону, при снятии они легко соскальзывают с противоположной стороны и складываются в принимающую детали ёмкость. Автоматические станки вынуждают мастеров применить резаки с загнутыми хвостовиками: процесс можно не останавливать, чтобы снять гайки с метчика. Гайки, готовые к транспортировке, самостоятельно соскальзывают с хвостовика и устремляются в принимающую ёмкость. Ловильные метчики, обладающие по большей части большим диаметром, применяются в качестве резаков, с помощью которых можно извлечь погружённые в просверливаемый в горных породах канал трубы, не нуждающиеся в использовании как откачивающий нефтепродукты канал. Ловильный метчик обладает остроугольной резьбой и приоткрытым сверху отверстием.
Основное требование к ловильным метчикам – стойкость к сверхнагрузкам, недостижимым при нарезке резьбы в бытовых условиях.

По конструктивному исполнению
Ассортимент метчиков для нарезания резьбы весьма обширен. Каждый из инструментов рассчитан для конкретной цели. Так, не содержащие канавок метчики используют для обработки алюминиевых деталей, а также для заготовок из легированного алюминия. Шахматно-ориентированные обладают чередующимися режущими кромками, снижающими истирание инструмента при обработке деталей из особо вязких сплавов. Ступенчатые резаки используют двухзонное построение, одной из частей которого режется канавка, второй – удаляется стружка, при этом канавка дошлифовывается. Составные резаки сочетают в себе метчик и сверло либо протяжку. Канальные резаки позволяют легко ввести смазку в целях уменьшения трения в десятки раз и некоторого охлаждения инструмента.
Колокольные работают с отверстиями в 5-40 см, при этом число режущих кромок достигает 16 уровней по диаметру.


По виду нарезаемой резьбы
Метрическая и дюймовая резьбы не всегда полностью совместимы по диаметру. Метрическая резьба нарезается согласно нормативам ГОСТ 3266. Дюймовая резьба в пересчёте на дюйм соответствует 25,4 мм. Отличается дюймовая резьба учётом количества витков канавки на каждый такой дюйм. Трубно-цилиндрические инструменты маркируются как подкласс G, после данного обозначения указывается количество миллиметров (или долей дюйма, целых дюймов) по диаметру, с шагом резьбы в числе витков на дюйм глубины отверстия. Трубно-конические подписываются как R-метчики, нарезающие канавку с конусностью в 1/16, а прорезание канавки производится, пока конец рабочей части не упрётся в препятствие глухого отверстия.
Резьба различается по левому и правому направлениям завинчивания болтов и гаек. Как и болт, метчик закручивается вправо – по часовой стрелке, и влево – против часовой.
Откручивание, соответственно, происходит во взаимно обратных направлениях.


Материалы
Резьбовые резаки изготавливают из быстрорежущей стали, иногда с нанесением алмазной крошки. Чисто победитовые метчики работают в условиях нержавейки и титана, а также других твердосплавных сортов стали. Сорта стали для изготовления метчиков – У10А, У12А, Р6М5, Р18 и вольфрамосодержащие сплавы, либо составы с добавлением кобальта.


Размеры
На основе имеющихся госстандартов – а их несколько – в СССР отсутствовали размеры М7 и М9, так как в массовом производстве однозначные нечётные номиналы применялись лишь в малых значениях. Сегодня на российском, белорусском и украинском рынках всевозможных резаков распространены метчики с номиналом М6, М8, М4, М10, М7, М3, М5, М2, М9, М10х1, М16, М12, М6х1, М20.
Маркировка с указанием шага резьбы подписывается двумя значениями – первое соответствует диаметру отверстия обрабатываемых деталей.
Резьбовая канавка, мм | Сверло, мм | ||
Диаметр нарезаемой резьбы | Шаг | Миллиметровая резьба | Дюймовый аналог |
3 | 0,5 | 2,5 | не задано |
4 | 0,7 | 3,3 | |
5 | 0,8 | 4,2 | |
6 | 1 | 5 | |
7 | 6 | 15/64 | |
8 | 1,25 | 6,8 | 17/64 |
1 | 7 | ||
10 | 1,5 | 8,5 | |
1,25 | 8,8 | 11/32 | |
1 | 9 | ||
12 | 1,75 | 10,3 | |
1,5 | 10,5 | 27/64 | |
14 | 2 | 12 | |
1,5 | 12,5 | 1/2 | |
16 | 2 | 14 | 35/64 |
1,5 | 14,5 | ||


Производят их компании «Сибртех», «ЗУБР», «Интерскол» и другие бренды, родина которых – Россия. К слову, «Сибртех» перевёл ряд своих сфер производства в Китай, что позволяет этой компании использовать китайские аналоги российского сплава Р6М5 или У11А, поэтому к качеству китайской продукции домашние мастера подходят с особой щепетильностью: возможна подделка – подмена высококачественного быстрорежущего сплава более мягким его заменителем.


Как правильно пользоваться?
Использование ручного метчика заключается в следующем.
Подготовьте обрабатываемую деталь, просверлив в ней одно или несколько отверстий, согласно вашему проекту. Скруглите все острые кромки, удалите заусенцы и выбоины, образовавшиеся при черновой обработке изделия.
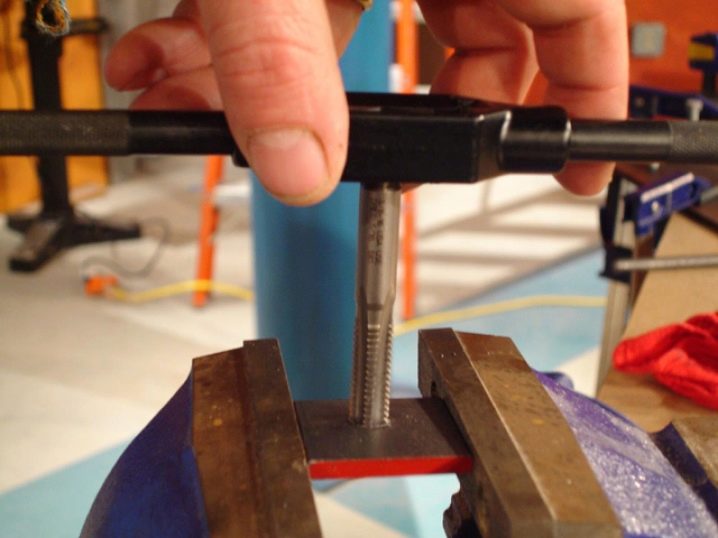
Поместите деталь в зажим, например. в тиски, либо закрепите при помощи скобы или струбцины.
Нанесите на рабочую часть метчика и на внутреннюю поверхность отверстия индустриальное масло, литол или солидол.
Сориентируйте метчик строго перпендикулярно к плоскости детали. Перпендикулярность не должна нарушаться ни с одной из сторон, когда отверстия сверлили аналогично, без скоса в любую из этих сторон.
Установите вороток на ручной метчик, и начинайте вращать резак, вворачивая его в отверстие. Основной темп следующий: половина витка или один виток вперед, по ходу будущего завинчивания винта или болта – и столько же назад. Задний проход резака необходим, чтобы метчик, оставляющий за собой стружку, своевременно её удалял.
Пройдя несколько витков, не забывайте подливать масло или наносить густую смазку. Масляно-смазочная основа помогает своевременно вывести из только что прорезанной канавки образовавшуюся стружку.


Если не продолжать регулярно смазывать, то возникшее трение движения и покоя всё больше застопоривает резак, тот проходит всё туже, усилие возрастает, возможен отлом части рабочей зоны метчика. В результате метчик придётся укоротить – и тогда его применение будет строго лимитировано по глубине погружения. Но чаще метчик попросту ломается – и подлежит замене на новый инструмент.
Автоматизированные станки, где применяется специальный резак, в целом используют тот же порядок работы, что и при ручной нарезке винтоканавки. План действий при механизированной нарезке резьбы заключается в следующем.
Подготовьте детали к нарезанию резьбы в крепёжных отверстиях, как и в предыдущей инструкции.
Закрепите резак в патроне/цанге сверлильного станка.
Нанесите смазку или масло на резак и на обрабатываемое в данный момент отверстие.
Важно: не запускайте станок сразу на повышенных оборотах.
Включите самую низкую передачу. Ещё лучше применять пускорегулирующее устройство, выдающее не 220 вольт (если станок питается именно от сетевого напряжения), а гораздо меньшие значения напряжений, например, от 55 В. В простейшем случае, чтобы понизить обороты, станок подключают через участок нихромовой электроспирали в разрыве удлинителя или сетевого шнура, расположив её в безопасном месте.


Дело в том, что метчик – не сверло: то, в свою очередь, полностью срезает лишний материал по заданному диаметру, вытесняя его собой при вворачивании в толщу обрабатываемой заготовки, чего не скажешь о метчиковом резаке. Он, в отличие от сверла, использует для своего продвижения несколько меньший исходный диаметр отверстия: резьба в последнем должна быть плотно пригнана к болту или винту – чтобы тот надёжно ввинчивался внутрь детали, а не болтался по его наружной резьбовой канавке, не встречая никакого удерживающего (ходового) усилия. Работа с метчиком на пониженных оборотах объясняется простейшими законами физики (механики), обойти которые нельзя без ущерба для обрабатываемых деталей и применяемого режущего инструмента. Другими словами, включив высокие обороты, вы повредите либо двигатель и редуктор, если привод маломощный, либо сломаете метчик, – когда тот оказался слишком малого диаметра.


.png)
0 Комментарии