


Знать все о проволоке для сварки аргоном — такой же обязательный момент для любого сварщика, как и умение подбирать электроды, виды и характеристики тока. Выбор этой проволоки тоже не так прост, как кажется. Да и ее применение может грозить целым рядом подводных камней, если работать неправильно.

Особенности
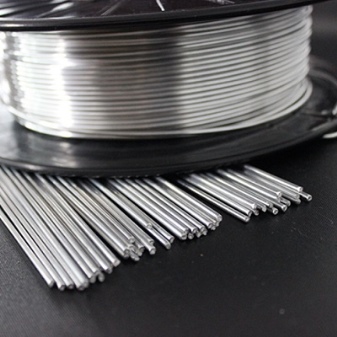
Главная черта проволоки для аргоновой сварки — это ее внешний вид. В большинстве случаев подобные компоненты представляют собой скрученные в бобины металлические прутки. Вставлять подобные бобины нужно в механизм подачи. Сама поступающая проволока может иметь цельную либо полую структуру. Также встречаются изделия с вкраплениями. Материал присадки должен быть строго тот же, что и материал обрабатываемого изделия.
Все попытки нарушать это правило ни к чему хорошему не приводят. Отгрузка в бобинах удобна для индустриального использования. В ручном режиме подают проволоку в рабочую зону преимущественно при кустарных работах. Каких-то других особых требований в общем случае технология не предъявляет.


Виды
Сплошной тип проволоки получают из чистого металла. В составе таких приспособлений не может быть каких-либо примесей, присадки также использоваться не должны. Несмотря на простоту, такие типы проволоки применяются сварщиками наиболее широко. Именно их в основном и берут для сварки в газовой среде. Порошковая проволока для аргонной сварки практически не подходит, потому что она предназначается именно для замены внешней газовой защиты выделяющимися при плавлении порошка веществами.
Наиболее интересно активированное изделие. Оно сочетает достоинства сплошного и порошкового решений без их недостатков. Различия касаются и типа свариваемых материалов. Присадочная проволока для аргонодуговой обработки черного металла — один из самых частых вариантов. Основное распределение таково:
- порошковая проволока вынужденно применяется для манипуляций с углеродистыми сталями, позднее подвергаемыми термообработке (хотя обычно это и не самый хороший выбор);
- алюминиевая нужна для работы с алюминием (в ее составе могут быть марганцевые, кремниевые, магниевые и иные включения);
- нержавеющая сварочная проволока — применяемая в работе со сталью, легированной хромом либо никелем;
- омедненная (в основном применяется при сварке интенсивно легированной или умеренно-легированной заготовки);
- простая стальная (предпочтительна для работ со слабо легированным металлом).



Нержавеющей проволокой активно пользуются, чтобы варить сталь, содержащую хром либо никель. На выходе должен получаться очень качественный шов.
Появление трещин почти исключено, как и возникновение коррозионных процессов. При использовании нержавеющей проволоки количество брызг сводится к минимуму. Дуга будет работать очень активно и стабильно, а срок службы шва заметно вырастает.
Омедненная проволока имеет те же положительные свойства, что и ее нержавеющая разновидность. К тому же она еще и помогает экономить наконечники вне зависимости от используемого сварочного аппарата. Поставки омедненной проволоки подразумевают обычно ее наматывание на пластмассовую кассету. Типовая толщина варьируется от 0,6 до 1 мм. Омедненная проволока (к примеру, СВ-08Г2С) облегчает повторный запуск сварочной дуги и помогает стабилизировать ее горение в любом режиме. Альтернативный продукт ESAB предназначен для работы с:
- инструментальной сталью;
- стальными сплавами, используемыми в судостроении;
- штампованным металлом;
- алюминием;
- чугуном.

Простая стальная проволока для аргонной сварки применима практически в любой сфере индустриального производства. Классифицируют этот расходный материал по большому количеству показателей. Очень важную роль, наряду с сечением, имеет механическая прочность материала. Также важен его точный химический состав — как всегда, чем ближе к обрабатываемому изделию, тем лучше и эффективнее работа. Может применяться только проволока, маркированная сокращением «Св», ее сечения колеблются от 0,03 до 1,2 см.
Алюминиевый материал востребован при манипуляциях со сплавами алюминия, где доля кремния ограничена 3%. Предельное содержание меди при этом колеблется от 3 до 5%. Подобный присадочный материал:
- гарантирует повышенную прочность;
- дает тот же окрас, что и сами заготовки;
- не уступает в коррозионной устойчивости алюминиевым конструкциям.
Алюминиевые присадки востребованы в производстве автомобилей, речных и морских судов. Достаточно массово применяют такую проволоку при сварке контактирующих с водой конструкций. Но важно понимать, что чистый алюминий на практике не используется, он всегда смешан с другими веществами — иначе достаточной прочности не обеспечить.
Этот момент характерен и для сварочных присадок. Однако там доля добавок не превосходит 1%.



Выбор
Главный момент — проводимые манипуляции. Проволока, предназначенная собственно для аргоновой сварки, не подойдет для резки (и наоборот). Внимание стоит уделить диаметру изделий. Вполне закономерно, что чем толще металл, тем крупнее должна быть и присадка. В большинстве случаев выбирают проволоку сечением 3 мм.
Стоит отметить, что в сварочной проволоке могут присутствовать специальные улучшающие компоненты. От их количества и пропорций зависят технические свойства продукта. Еще стоит уделить внимание маркировке проволоки. После букв «Св» приводится цифра, отражающая концентрацию углерода. Далее указывают дополнительные металлы, если концентрация металла 0,99% и ниже.



Инструкция по применению
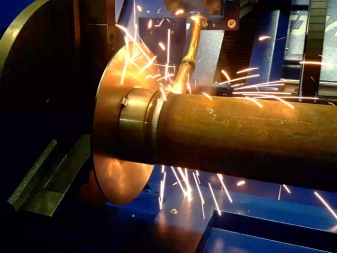
Сварочная проволока может использоваться в автоматическом или полуавтоматическом режиме. Подача аргона должна происходить строго синхронно с поступлением присадки. Также придется применять специализированную горелку. Предполагается использование постоянного тока с прямой поляризацией. Работа на переменном токе подразумевает применение осциллятора, но на практике подобный вид манипуляций показан только при работе с мелкими тонкостенными трубками.
Ручная сварка аргоном тоже иногда практикуется. Одной рукой оператор удерживает специальную горелку, а другой – проволоку. Последняя подается в рабочую зону максимально плавно. Такой метод требует твердой, сильной руки и стабильного глазомера.
И даже при подобных условиях работать долго и стабильно не получается, потому крайне желательно все же использовать хотя бы полуавтомат.

.png)
0 Комментарии